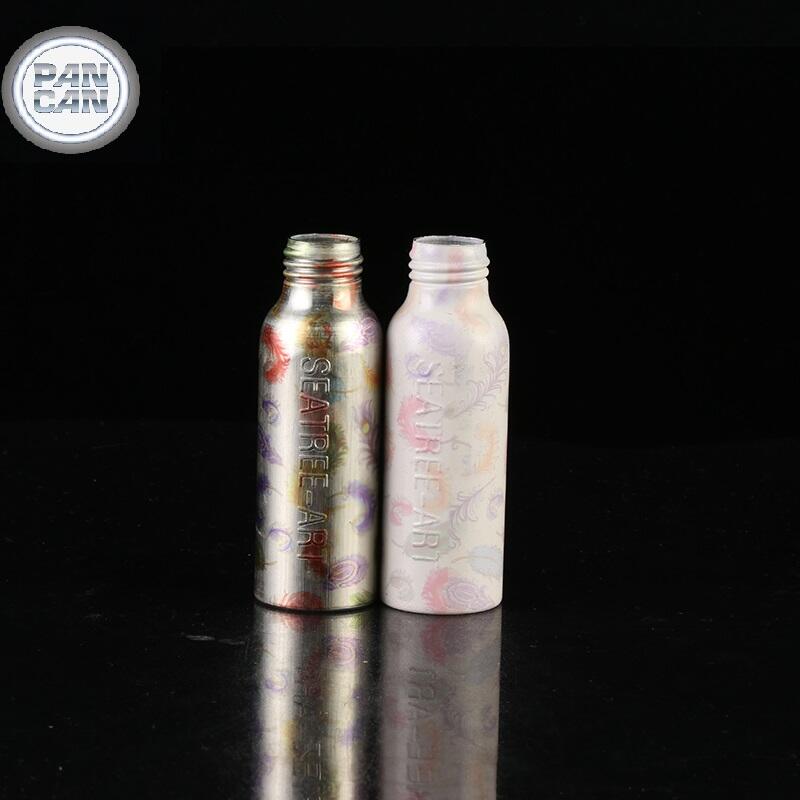
100ml aluminium bottles
The 100ml aluminium bottles represent a premium packaging solution that combines lightweight construction with exceptional durability and versatility. These compact containers are engineered using high-grade aluminium alloy, offering superior protection for various liquid products while maintaining an elegant appearance. The 100ml capacity makes these aluminium bottles ideal for travel-sized products, sample distributions, and premium cosmetic applications. Each 100ml aluminium bottle features precision manufacturing that ensures consistent wall thickness and seamless construction, providing optimal barrier properties against light, oxygen, and moisture. The advanced forming technology used in creating these 100ml aluminium bottles results in containers that are completely recyclable and environmentally sustainable. The surface of each 100ml aluminium bottle can accommodate various finishing options, including anodizing, powder coating, or direct printing, enabling brands to achieve distinctive visual appeal. These containers incorporate threaded neck designs that ensure secure closure compatibility with various cap styles, from standard screw caps to specialized pump dispensers. The 100ml aluminium bottles demonstrate excellent chemical resistance, making them suitable for housing products with varying pH levels and chemical compositions. Temperature stability is another crucial feature, as these 100ml aluminium bottles maintain structural integrity across wide temperature ranges, from freezing conditions to elevated storage temperatures. The lightweight nature of 100ml aluminium bottles significantly reduces shipping costs while maintaining product protection standards. Manufacturing processes for these containers include rigorous quality control measures that ensure each 100ml aluminium bottle meets international packaging standards and regulatory requirements for food, pharmaceutical, and cosmetic applications.